Euroopan avaruusjärjestön teknologinen keskus ESTEC (European Space Technology and Research Centre) on noin 3000 ihmisen työpaikka Atlantin rannalla Noordwijkissa, Hollannissa, runsaan puolen tunnin ajomatkan päässä Amsterdamista lounaaseen.
ESTECissä koordinoidaan pääosa Euroopan avaruusjärjestön teknillisistä toiminnoista, joten sijainti keskellä Eurooppaa hyvien liikenneyhteyksien varrella on mitä sopivin keskuksen toiminnalle.
Sen rooli euroopalaisessa avaruusohjelmassa on ollut vaikuttava, sillä käytännössä kaikki ESAn avaruuteen laukaisemat luotaimet ja satelliitit ovat joko kulkeneet ESTECin kautta tai niiden tekemistä tai testaamista on valvottu sieltä.
Hyvin kansainvälisessä ESTECissä on edustettuna useita kymmeniä eri kansallisuuksia, ja heidän joukossaan on tällä haavaa 17 suomalaista. Itse siirryin avaruuspuolelle suomalaisen ilmailun parista 15 vuotta sitten monen sattuman summana, joskin ESTECin ja kansainvälisen avaruustoiminnan tavat olivat osin jo tuttuja aikaisempien ESAn hankkeisiin liittyneiden työtehtävien kautta.
Vaikka ESTEC oli siten periaatteessa tuttu, oli sen erilaisten toimintojen määrä aluksi kuitenkin suuri hämmästys. Keskuksen alueella on toimistoja ja teknillistä infrastruktuuria, missä kehitetään, toteutetaan ja verifioidaan projekteja yksinkertaisista, keveistä koesatelliiteista kunnianhimoisiin, kauas avaruuteen lentäviin luotaimiin.

Monipuolista työtä monikansallisessa ympäristössä
Sulautumiseni monikansalliseen ilmapiiriin tapahtui nopeasti. Kansallisuudet häviävät isojen teknologiahaasteiden kanssa työskennellessä; nyt divisioonassani työskentelee yli kymmenestä eri maasta olevia henkilöitä.
Päivittäiset rutiinini sisältävät varmasti samoja asioita kuin vastaavan tason tehtävät muualla teollisuudessa: on teknisiä ongelmia, projektien aikatauluttamista ja resursointia, henkilöstöhallintoa ja strategiatyötä. Vain konteksti on hieman eksoottisempi, sillä yhden päivän aikana saatan olla palavereissa, joissa aiheina ovat esimerkiksi Merkuriuksen luokse lentävän BebiColombo-luotaimen lämmönkesto tai jo laukaisualustalla Ranskan Guayanassa seisovan ATV-kuljetusaluksen sisäilman laatu.
Matkustaminen on olennainen osa työtä, sillä ajastani noin 70% kuluu operatiivisten toimien parissa. Kun kyseessä ovat hyvin usein isot budjetit ja niiden aikataulut, on silloin parasta kohdata teollisuuden edustajat heidän kotikentällään. On tärkeää nähdä konkreettisesti teknologia, jonka parissa työskennellään, ja tavata samalla henkilökohtaisesti koko teollinen tiimi insinööreistä resursseista vastaavaan johtajaan. Tehtävät millä tahansa tasolla Euroopan avaruusjärjestössä mielenkiintoisen näköalapaikan Euroopan avaruusteollisuuteen, sillä olemme mukana monessa!
Tämän voi nähdä konkreettisesti esimerkiksi ESTECin sydämessä, sen testauskeskuksessa, missä avaruuslaitteita koetellaan avaruuden ja laukaisun simuloiduissa olosuhteissa. Näin halutaan varmistaa se, että ne toimivat oikeasti myös avaruudessa; parhaimmassakin monimutkaisessa laitteistossa on aina joitain suunnitteluvirheitä, ja ne on parempi löytää ennen laukaisua testauksessa kuin vasta avaruudessa. Mikäli satelliitista tai luotaimesta ei ESTECin grillauksessa ja täristämisessä löydy mitään pientäkään, on syytä olla huolissaan.
Juuri parhaillaan ESTECin halleissa on Galileo-navigointijarjestelmän ensimmäisiä tuotantosatellitteja sekä Bepi-Colombo -luotaimen insinöörimallit. Galileo-systeemin ensimmäiset satelliitit ovat jo taivaalla, mutta nämä ensimmäiset poikkeavat hieman tästä eteenpäin lähetettävistä satelliiteista, joita tehdään kolmisenkymmentä kappaletta sarjatuotantona. Nämä muodostavat itse navigointijärjestelmän satelliittiverkoston. BepiColombon insinöörimalli on puolestaan täsmälleen samanlainen kuin lopullinen, huimalle matkalle kohti aurinkokunnan sisintä planeettaa lähtevä luotain. Mallilla varmistetaan se, että laitteistot toimivat kuten on aiottu; nykyisin tietokonesimulaatioilla voidaan "koekäyttää" luotaimia jo erinomaisesti, mutta niillä ei voi korvata vielä oikean mallikappaleen tekemistä ja sen oikeissa olosuhteissa tapahtuvaa testaamista.
ESTECin kautta ovat kulkeneet myös parhaillaan joulukuussa tapahtuvaa laukaisuaan odottava GAIA ja juuri kiertoradalle lähetetty Maan magneettikenttää mittaava SWARM-satelliittikolmikko.
Suomalaisia on mukana kaikissa edeltävissä hankkeissa ja muut ESTECin suomalaiset ovat moninaisissa tehtävissä hallinnosta terveyspalveluiden kautta tieteeseen ja tekniikkaan. Siis myös muut kuin avaruusalan henkilöt voivat päätyä ESTECiin.
Omaa tehtäväni materiaali- ja komponenttidivisioonan johtajana on varmistaa, että avaruusmateriaaleihin ja sähköisiin komponentteihin liittyvä laatu on riittävää ja että alan teknologiakehitystä viedään ESAn tulevien tarpeiden mukaan eteenpäin. Avaruuslaitteita kehitettäessä katseen pitää olla pitkällä tulevaisuudessa, sillä teknologiat, joita kehitämme tänään, saattavat olla laukaisualustalla vasta vuosikymmenen päästä. Siksi teemme työtä laajasti ja käytämme hyväksi jokaisen jäsenmaan korkeakoulujen ja instituuttien parhaita resursseja.
Kuuminta hottia juuri nyt: 3D-tulostus
Viime aikoina suurimmat otsikot perusteknologioiden on saanut 3D-tulostus, mitä ESAssa on tutkittu ja kehitetty jo vuosikymmenen ajan. Nyt tekniikka on tulossa myös yleisempään käyttöön, mutta erityisesti avaruusalalla se tarjoaa uskomattomia mahdollisuuksia. Uskon, että se on merkittävä tekijä myös rakentaessamme tulevaisuuden avaruusalusarkkitehtuuria. 3D-tulostus tekee mahdolliseksi nopean tuotekehityksen suunnitelmasta lopputuotteeseen ja sen avulla voidaan tehdä uusia optimoituja geometrioita, jotka vähentävät merkittävästi painoa ja aina ongelmia tuottavia materiaaliliitoksia.

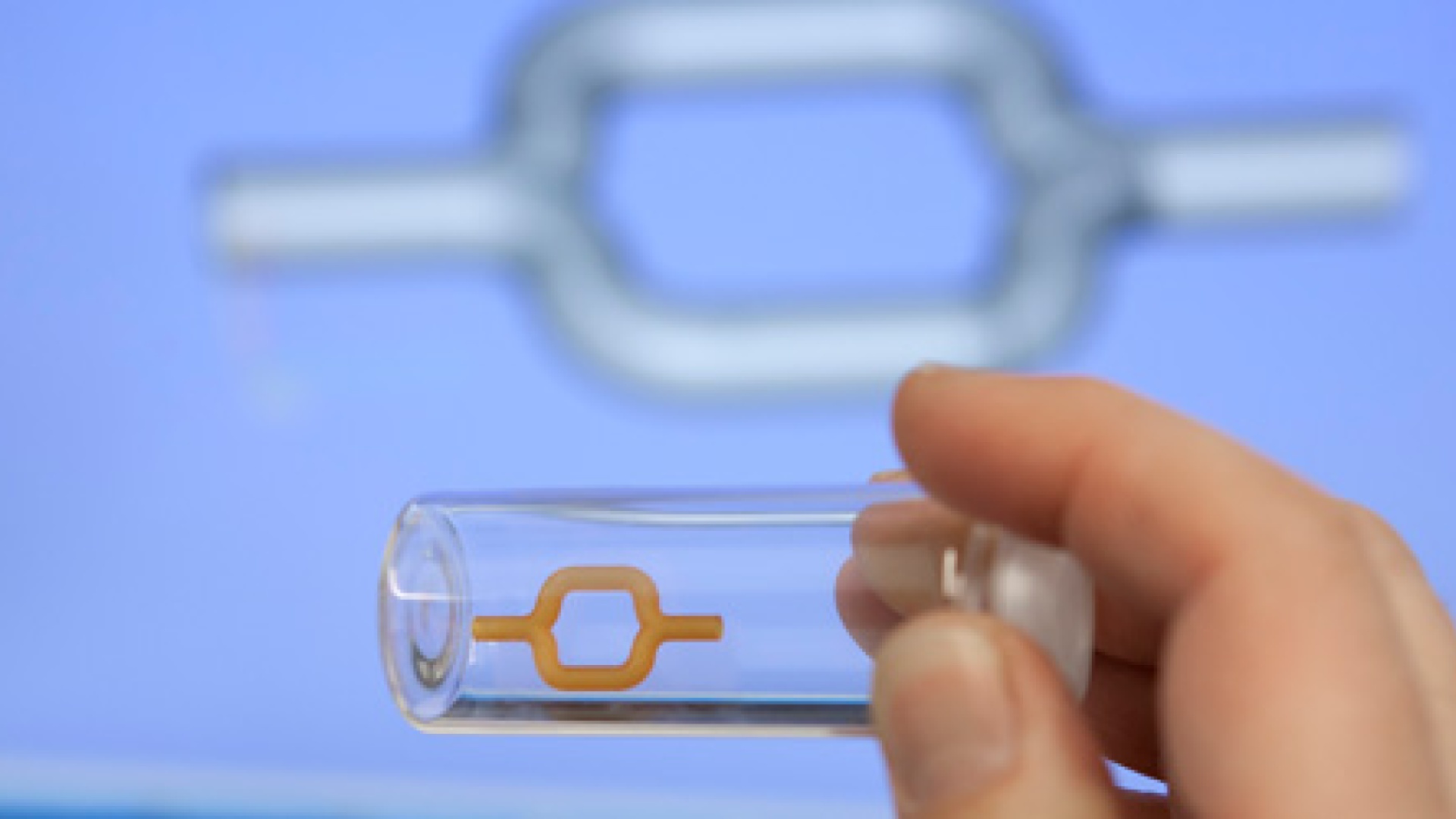
Esimerkiksi kuvassa oleva Kansainvälisellä avaruusasemalla käytettävä vesiventtiili on 3D-tulostettuna 40% kevyempi kuin perinteisellä tavalla valmistettu; keskimmäinen on alkuperäinen, vasemmalla samanlaisesta metallista tulostettu ja oikealla titaanista tulostettu optimoitu kevytversio. Olennaisin eroavaisuus on keskimmäisessä oleva hitsaussauma, mitä tulostetuissa ei ole.
Tavoitteenamme ei ole pelkästään toistaa 3D-tulostimella osia, joita tehdään tällä hetkellä muilla valmistusmenetelmillä, vaan pyrimme integroimaan koko suunnittelu- ja valmistusketjun palvelemaan uutta teknologiaa. Tällöin saavutamme täysin optimoidun, funktionaalisia vaatimuksia vastaavan lopputuotteen, jonka ominaisuuksia eivät enää rajoita perinteisten valmistusmenetelmien reunaehdot.
Suunnittelun, valmistuksen ja laadunvalvonnan rajojen rikkominen mahdollistaa uuden suoritusarvotason. Ajatelkaapa vaikkapa auton moottoria, jonka suunnittelua ja valistusta eivät rajoita esimerkiksi standardimitoitetut putket, liittimet tai pultit. Ei olekaan ihme, että keskustelemme tallakin hetkellä erään tunnetun F1-tallin kanssa teknologisesta yhteistyöstä. Avaruustekniikkaa on jo nyt kilparadoilla, mutta pian sitä on vielä enemmän!
Kaikkein parasta 3D-tulostamisessa on se, että se on ympäristöystävällistä, koska siinä ainetta ei poisteta (kuten esimerkiksi alumiinia jyrsittäessä lopulliseen muotoonsa) vaan tulosteessa käytetään vain kappaleessa tarvittava määrä ainetta. Siten valmistusprosessin tuottaman jätteen määrä saadaan minimoitua.
ESA vei mukanaan
Kun aikanaan tulin ESTECiin, kuvittelin viipyväni vain parin vuoden ajan tarkoin määritellyissä tehtävissä. Mutta toisin kävi, ja ulkomaankeikka on muuttunut pysyväksi asumiseksi Alankomaissa. Kiinnostavat teknologiahaasteet ja kansainvälinen työilmapiiri vie mennessään – niin kävi minulle, ja niin on käynyt jo monille muille suomalaisille (ja muillekin) kollegoilleni!
Mikko Nikulainen
ESAn teknologiakeskuksen ESTECin materiaali- ja komponenttidivisioonan johtaja










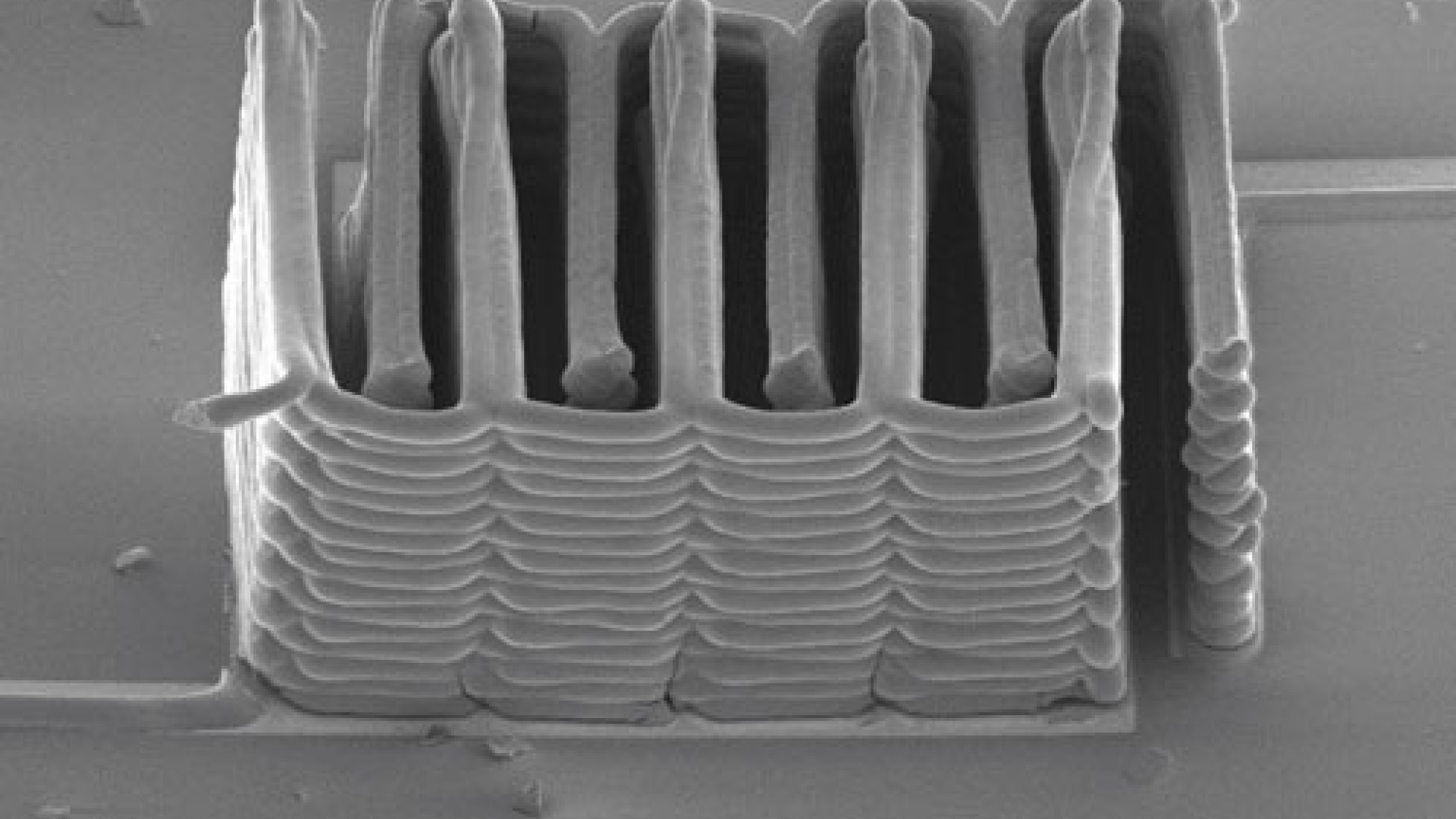
 Tuloksena oli kupolirakenne, joka haudataan Kuun pinnan alle. Sen "tiilet" olisivat lintujen luiden tapaan sisältä osittain onttoja, ohuiden, tarkasti laskettujen ja sijoiteltujen tukiranteiden täyttämää tyhjää tilaa, jolloin kappaleet olisivat lujia sekä kestäviä, mutta myös kevyitä ja niiden tekeminen vaatii vähän ainetta. Paitsi että muoto voitaisiin tehdä aivan millaiseksi halutaan, myös sisältä, olisi materiaalihävikki minimaalinen.
Tuloksena oli kupolirakenne, joka haudataan Kuun pinnan alle. Sen "tiilet" olisivat lintujen luiden tapaan sisältä osittain onttoja, ohuiden, tarkasti laskettujen ja sijoiteltujen tukiranteiden täyttämää tyhjää tilaa, jolloin kappaleet olisivat lujia sekä kestäviä, mutta myös kevyitä ja niiden tekeminen vaatii vähän ainetta. Paitsi että muoto voitaisiin tehdä aivan millaiseksi halutaan, myös sisältä, olisi materiaalihävikki minimaalinen.